From a Soviet Fifty-Kopek Coin to Jewelry Wire: The Complete Cycle of Remelting Silver - AUCBURG | AUCBURG
From a Soviet Fifty-Kopek Coin to Jewelry Wire: The Complete Cycle of Remelting Silver
Two silver fifty-kopek coins (poltinniks) were chosen as the raw material for making silver wire. Two old silver chains were also added. While the coins hold historical value, in this instance, they are being used as a source of metal.
Two silver fifty-kopek coins (poltinniks) were chosen as the raw material for making silver wire. Two old silver chains were also added. While the coins hold historical value, in this instance, they are being used as a source of metal.
One of the coins is dated 1925, the other 1926. The edge (gurt) of each coin has an inscription indicating its pure silver content, as well as the initials of the mintmaster.
These coins, along with the other silver scrap, will form the basis for a future piece of jewelry.
The Melting Process: From Coins to an Ingot
Term
Function
Borax
A powder used as a flux to clean the metal during melting.
The first step is to melt all the prepared silver. The coins and old chains are placed in a special ceramic crucible. A gas torch is used for heating, gradually bringing the metal to its melting point.
During the melting process, a special powder—borax—is added to the crucible. It acts as a flux, helping to clean the molten metal of impurities and oxides, which ensures a purer ingot.
When all the silver is completely melted and forms a homogeneous liquid ball, it is carefully poured into a metal mold—an ingot mold. The result is a small silver ingot, ready for further processing.
The melting process: from coins to an ingot
Forming the Blank: Using a Rolling Mill
After casting, the silver ingot needs to be turned into a blank suitable for drawing wire. To do this, the ingot is first annealed—heated with a gas torch until red-hot to make the metal softer and more malleable.
The blank is then passed through a jewelry rolling mill. This is a special machine with two rotating rollers that allows for the gradual reduction of the metal's thickness and shaping it as desired. The ingot is rolled multiple times, turning it into a long, square-section rod.
The rolling process is alternated with annealing. After several passes through the rollers, the metal becomes hard again (work-hardened), and it must be reheated to restore its malleability and prevent cracking.
Forming the blank: using the rolling mill
Drawing the Wire: From Rod to Thin Thread
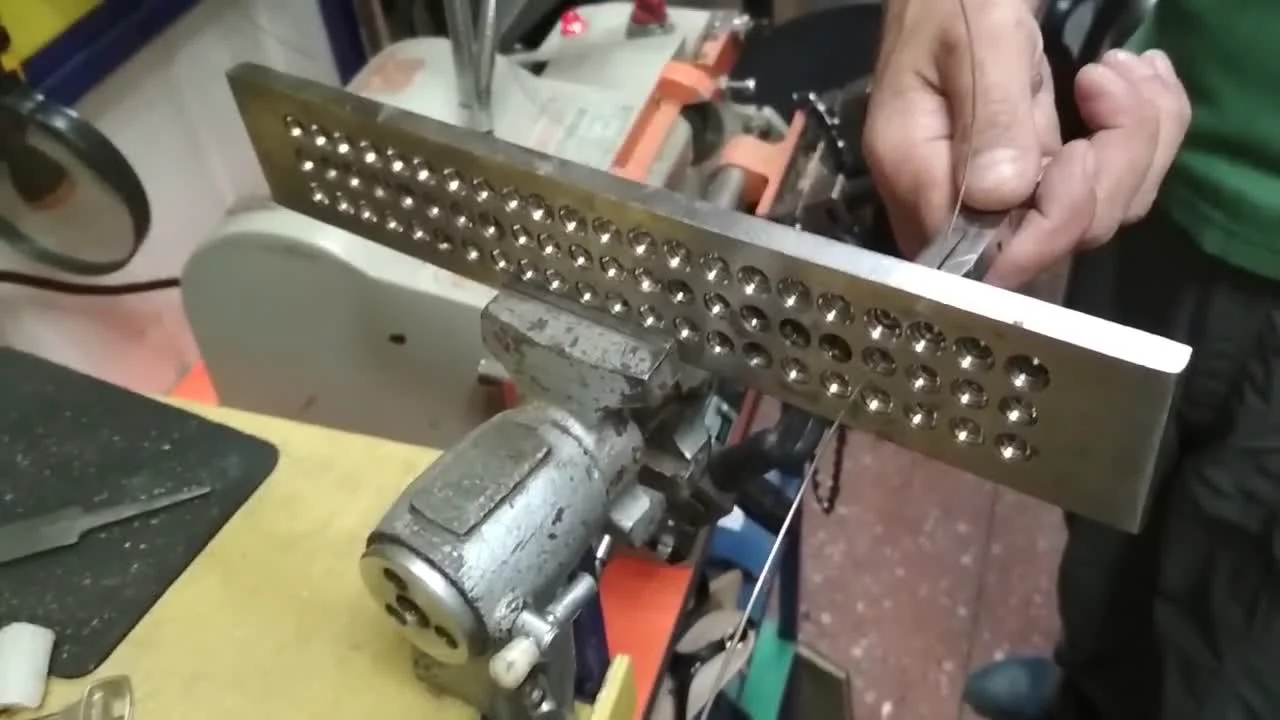
When the silver rod reaches the required thickness, the drawing process begins. This is done using a draw plate—a thick metal plate with a series of calibrated holes of progressively smaller diameters.
The end of the rod is tapered with a file so it can pass through the first, largest hole in the draw plate. Then, using pliers, the rod is pulled through this hole. This process is repeated many times, using a smaller and smaller hole each time.
During the drawing process, the silver rod is stretched and thinned, turning into wire. To facilitate the process and maintain the metal's malleability, the wire is periodically annealed. Gradually, the wire reaches the desired diameter, in this case, 0.95 mm.
Drawing the wire: from a rod to a thin thread
The Final Result: Finished Silver Wire
As a result of all these operations, a long silver wire was created from two silver fifty-kopek coins and a few old chains. The finished wire is coiled for convenient storage and future use.
The final length of the resulting wire is 3 meters and 27 centimeters, with a diameter of about 0.95 mm. This wire is a versatile blank from which a new piece of jewelry can be made, for example, by weaving a complex chain.